Tilt Tables for Milling Machine
Bill Jones' Photo Gallery Page 12
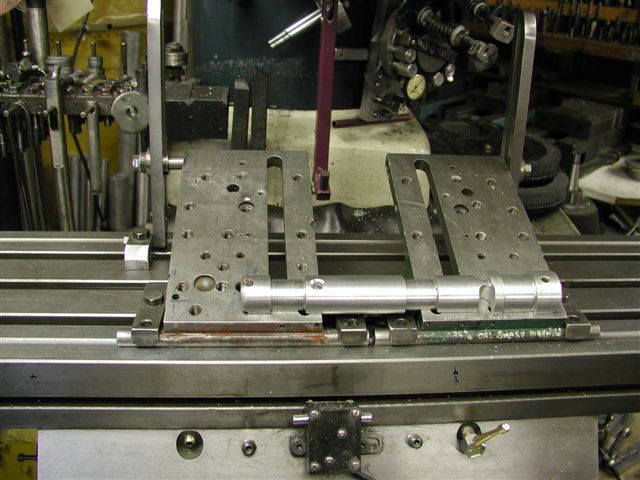
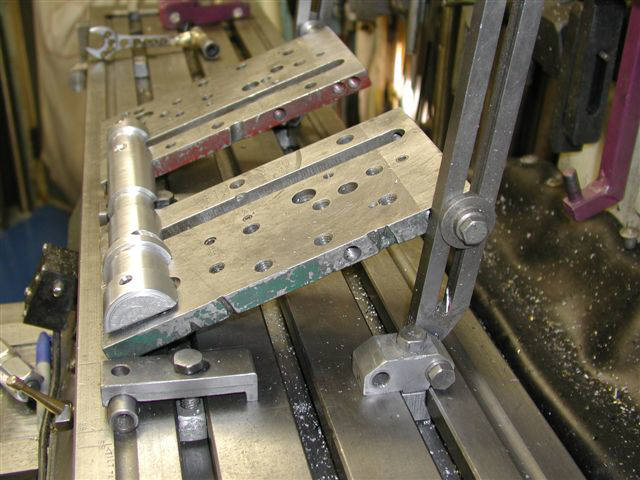
These 3 photos show a set of tilt tables that I made for----most specifically intended so that I could mill the intake surfaces of cylinder heads.
-I originally made these for an old Index brand milling machine that had the 5/8" half round coolant drains machined along the front and the rear of the mill table.
---------------------------------------------------------------------------------------------
This mill didn't have those half round slots so to machine those slots I had to move the turret off center to the left and then to the right so that I could machine those half rounds in two machining operations for the front slot---and again for the rear slot.
-before I started I used a 5/8" ball endmill---found the center of the bed---then plunged a 3/8" deep starting point---that I used as my reference when I had to move the turret off to the sides.
-It took some patience but I got the left and right side slots perfectly in line with each other and the exact same depth so those half round grooves are absolutely precise.
---------------------------------------------------------------------------------
I used 4 pieces of 5/8" steel bar stock---two for the rear slots----and two for the clamping pivots that reside in the front slot---and welded the two plates to the pivots.
-With the two 5/8" bars in the rear and the pivots welded and the pivot clamps made and snugged down---I machined the steel plates to be square on all four sides---and the left tilt table machined equal to the right tilt table.
-Then I machined the top of the steel plates to the exact same height.
--------------------------------------------------------------
I started out laying out the head gasket pattern of a small block Chev head---then I drilled one dowel pin hole clear thru on each plate----exactly inline with each other---and installed a pair of dowels.
-I center drilled both sides of the dowels so that I could use a punch from the top to knock the dowels down slightly below level---and knock the dowel back up when I need it without damaging the dowel.
------------------------------------------------------------
Then I drilled a pair of 7/16-14 bolt holes so I could attach the cylinder head with one bolt per tilt plate.
-I did about the same thing for a big block chev---and made a pair of slip fit hollow dowels.
-I have many different sets of head bolt patterns and several different sets of special dowels so that I can set up virtually any cylinder head in a matter of minutes.
--------------------------------------------------------------
The half round piece of aluminum is a duplicate of Subaru camshaft dimensions so that I can install Subaru heads upside down for when I am doing multi-angle seat machining.
-Then I spread the plates apart so I could lay the head on